- 解决方案
-
工业级产品
-
消费级产品

- 3D打印机耗材
-
3D打印软件
Flash Maker
随时随地进行3D打印机群组管理
WaxJetPrint适用于增材制造的一体化集成软件
FlashAD广告机3D字壳打印切片设计专用软件
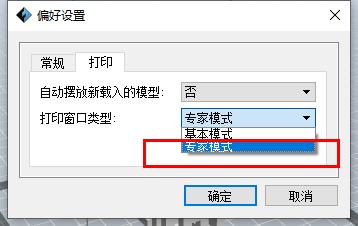
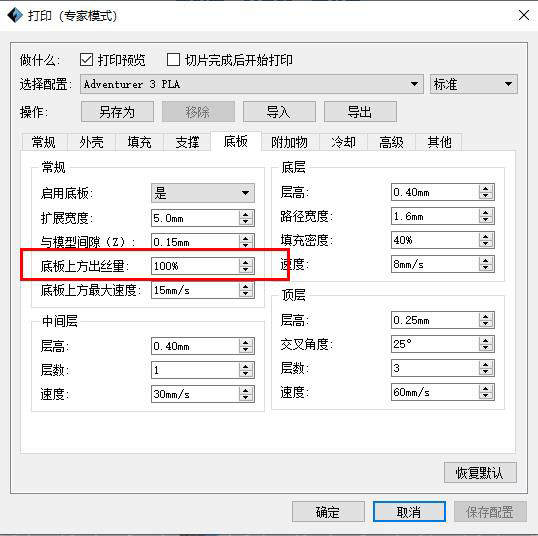
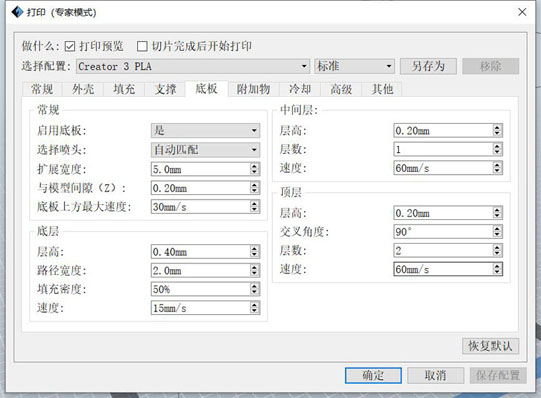
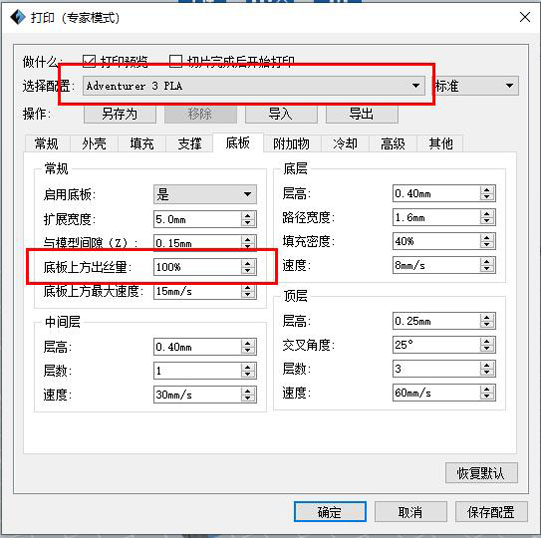
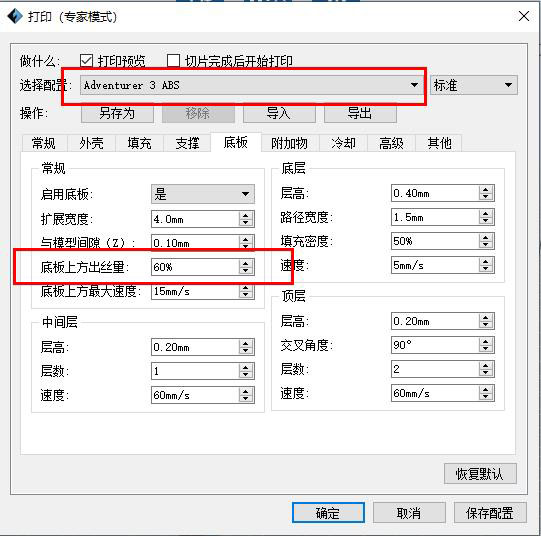
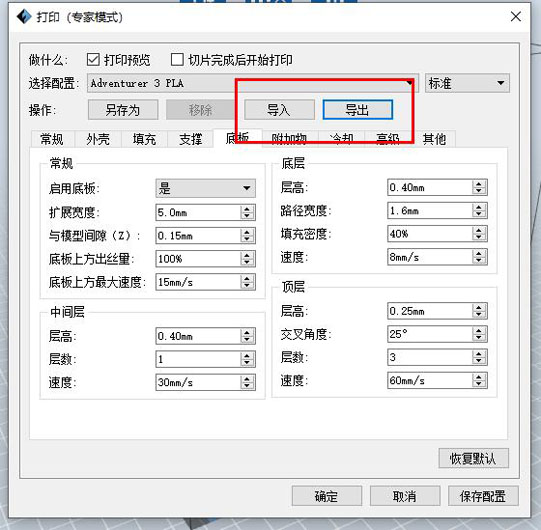
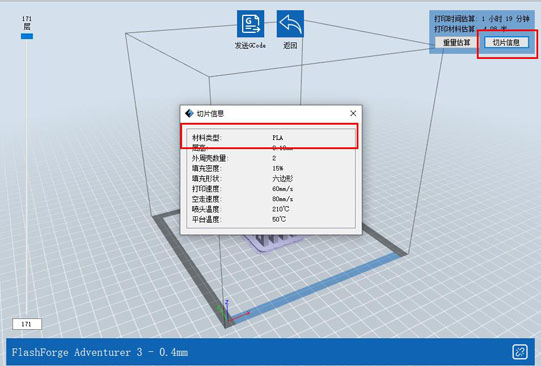
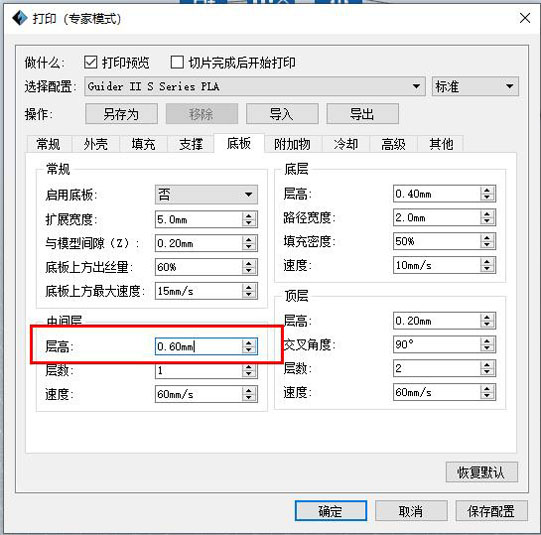
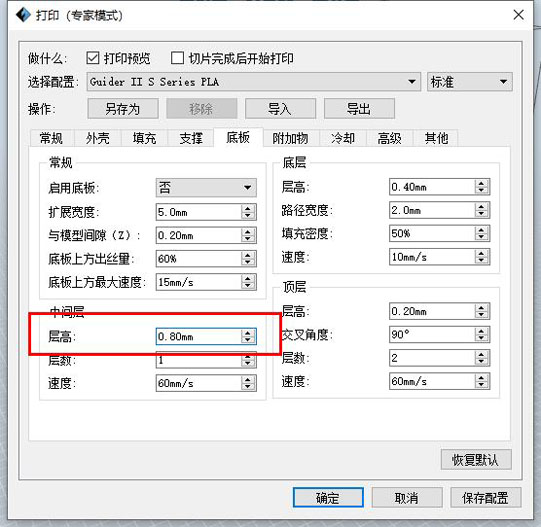
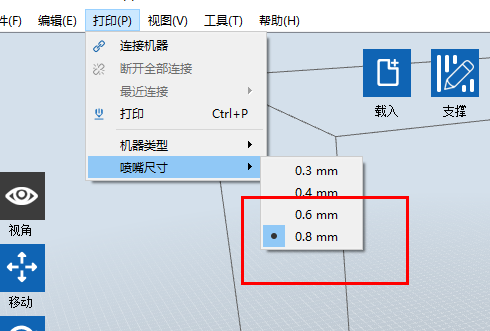
FlashPrint3D打印切片软件
FlashDLPrint光固化技术3D打印机切片软件
FlashDental齿科3D打印机专用切片软件
Happy 3D 建模软件体验式3D打印建模软件(免费)
3DTADA 3D打印教育软件入门级3D建模软件 可直接关联Minecraft